|
|
 |
一分公司:
综合业务:13701057808
电话:010-62841619
010-62841620
010-82780181
010-82780121
010-62969628
财务电话:010-62963220
二分公司:
综合业务:13701100983
13701101389
电话:010-6738639
010-67384740
010-67389787
总公司注册地址:北京市昌平区十三陵镇泰胡路18号

|
|
|
| 您现在的位置:北京利恒兴达物资有限公司 > 镀锌管 |
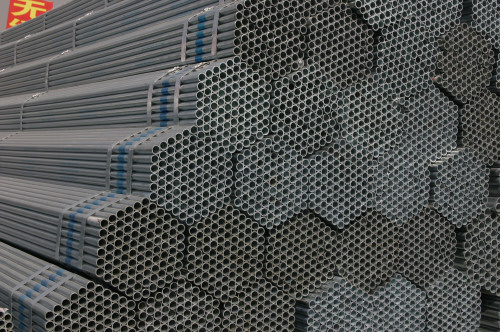
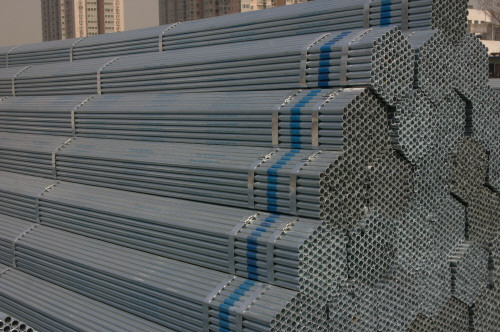
热镀锌钢管
热镀锌钢管,实质为低压流体输送用镀锌焊接钢管和机械结构用普碳钢热镀锌焊接钢管,是在焊接钢管的基础上内外热镀锌,使钢管内外壁均匀有一层锌层,从而提高了钢管防腐能力,防腐能力大大超过普通焊管热镀锌钢管,作为输送和结构用管,在化工设备制造,消防工程,燃气输送,水利工程及住宅建筑上得到广泛的使用,本产品执行国家标准GB/T3091-2008《低压流体输送用焊接钢管》和标准Q/12XJ3601-2010《机械结构普碳钢热镀锌焊接钢管》。
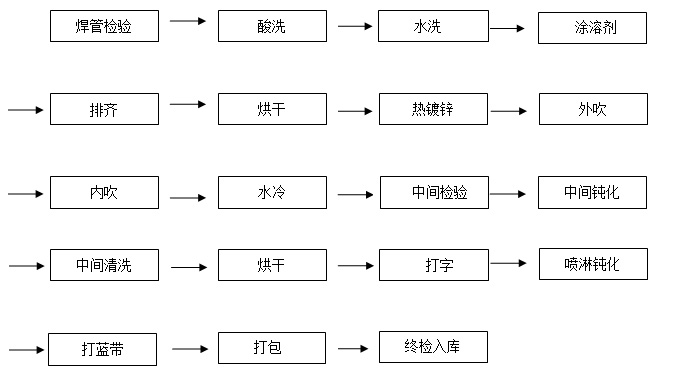
一、 生产工艺
二、 选择方法
1、 管材切割和预加工方法
(1)管材切割前就按配管先标定管子外径,其外径误差和壁厚误差应在允许公差范围内,管材切口端面应垂直于管道中心轴。
(2)管道切割应采用机械方法,切口表面应平整无裂缝,凹凸缩口熔渣,氧化物要打磨光滑。当管端沟槽加工部位的管口不圆时就整圆,壁厚应均匀,表面的污物,油漆,铁锈,碎屑等应予清除。
表2:切割端面倾斜角允许偏差(mm)
公称直径
DN |
切割端面倾斜角允许偏差C |
公称直径
DN |
切割端面倾斜角度允许偏差C |
公称直径
DN |
切割端面倾斜角度允许偏差C |
≤80 |
0.8 |
100-150 |
1.2 |
≥200 |
1.6 |
2、 管材现场滚槽加工方法
(1)加工步骤:
a、将切割合格的管子架设在滚槽机和滚槽机尾架上。
b、在管子上用水平仪测量使其处于水平位置。
c、将管子端面与滚槽机正面贴紧使管轴线与滚槽机正面垂直。
d、启动滚槽机滚压环形沟槽。
e、停机用游标卡尺测量沟槽的深度和宽度在确认沟槽尺寸符合要求后滚槽机卸荷取出管子(在滚槽机滚压沟槽过程中严禁管子出现纵向位移和角位移)。
(2)滚槽机滚压成型的沟槽要求:
a、管端至沟槽段的表面应平整无凹凸无滚痕。
b、沟槽圆心应与管壁同心沟槽宽度和深度应符合表1的要求。
c、用滚槽机对管材加工成型的沟槽不得损坏管子的镀锌层及内壁各种涂层和内衬层。
d、滚槽时沟槽外径不得大于表1的要求。
表1:
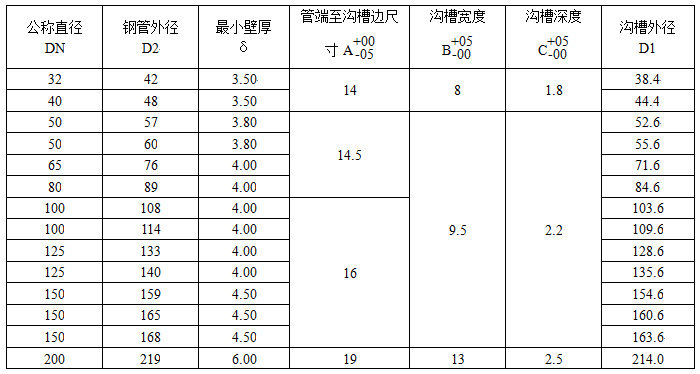
注:表内钢管的公称压力PN均不小于2.5Mpa。
滚槽时,沟槽外径D1不得大于本规程标的规定。
表中:A管端与沟槽的距离;B沟槽宽度;C沟槽深度;D1沟槽外径;D2钢管外径;δ最小壁厚
3、 焊接方式连接方法
a、 焊接前应将两管放置于平坦地面,保持两支钢管在一条直线上。
b、 不在镀锌钢管上做点焊擦火,防止锌层遭到破坏,影响钢管使用寿命。
c、 焊后检查是否存在夹渣现象,避免因夹渣造成砂眼而出现使用后漏水。
d、 焊缝做防锈处理,避免氧化漏水。
e、 钢管内壁不允许残留焊渣,避免造成管路及设备的堵塞及故障,如遇钢管内壁焊渣情况,可采取最下面钢管开洞方法将焊渣清除。
4、 车丝方式连接方法
a、 按照连接管箍标准使用板牙进行车丝。
b、 车丝过程中产生的乱扣等问题丝扣管不应使用,避免出现连接不牢固和漏水现象。
c、 钢管车丝后,应将钢管内壁残留清除干净,避免造成堵塞及损坏设备。
d、 连接时,应在丝扣上使用生料带或麻绳进行缠绕,避免出现漏水、漏气等问题。
5、 法兰盘式连接:此连接简单易行,灵活性广,易于更换。但必须按照设计要求和工程要求的压力选择法兰盘。
a、 盘连接螺栓直径、长度应符合要求规范,法兰盘坚固好的螺栓 外露丝扣应在2―3扣,不宜大于螺栓外径的1/2。
b、 盘连接衬垫应采用厚度为3mm橡胶垫,供热、蒸汽,生活用水的管道应用厚度3mm的石棉垫,垫片要与管里同心部的偏放。
三、安装过程易出现的问题
1、焊接方式连接
(1)钢管管口对接后不在一条线;钢管存在斜口的问题,建议将钢管管头截掉一段(不需要太长,约3―5mm)。
(2)钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一段(不需要太长,约3―5mm)。
(3)钢管管口对接后,口部位出现砂眼:
a、焊接时由于技术原因造成。
b、钢管管口存在锌瘤,造成焊接困难和砂眼问题。
建议出现上述情况后,对锌瘤过大、过多管进行简单的锌瘤去除处理。
2、车丝方式连接
a、丝扣乱扣:管箍与丝扣不能接触、松动、截掉乱扣部分,重新车丝安装。
b、钢管丝扣与管箍丝扣不吻合,不能连接,过紧或过松;更换管箍或调整设备重新车丝。
c、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求。
3、滚槽方式连接
(1)滚槽焊接开裂:
a、将钢管管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
b、将钢管与滚槽设备的轴心进行调整,并要求钢管与滚槽设备水平。
c、调整压槽速度,压槽速度不能超过表3的规定,均匀、缓慢施力。
表3:
公称直径
DN(mm) |
50 |
65 |
80 |
100 |
125 |
150 |
200 |
时间
(min) |
>2 |
>2 |
>2.5 |
>2.5 |
>3 |
>3 |
>4 |
(2)滚槽钢管断裂:
a、将钢管管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
b、将钢管与滚槽设备的轴心进行调整,并要求钢管与滚槽设备水平。
c、调整压槽速度,压槽速度不能超过表3的规定,均匀、缓慢施力。
d、检查滚槽设备的支撑滚与压力滚的宽度和型号,是否存在两辊尺寸不相匹配而造成咬和现象。
e、用游标卡尺检查管材管件的沟槽是否符合表1规定。
(3)滚槽机滚压成型的沟槽应符合下列要求:
a、管端至沟槽段的表面应平整无凹凸无滚痕。
b、沟槽圆心应与管壁同心沟槽宽度和深度应符合表1的要求以及卡箍件的是否正确。
c、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤。
注:润滑剂不得采用油润滑剂。
四、产品的运输、包装和储运
1、镀锌钢管在装卸运输堆放时应小心轻放,严禁抛摔滚拖和剧烈撞击,严禁与有腐蚀和有害于镀层的物质接触,避免雨水淋袭。
2、小口径镀锌钢管在较长时间仓储时,尽量使用开包散放方法进行储存,避免雨水淋袭的同时还要注意高温天气的通风。
|
|
|
|
|